Main Sector of relevance\IRC classification 8. Industrial Manufacturing, Material and Transport Technologies
8.13 Process development and equipment design for manufacturing hollow-bored specific-length work pieces from various cast irons by the method of wall molding in cycle-continuous casting mode
Developers’ contact information
State Scientific Institution “The Institute Of Metal Technology of the National Academy of Sciences of Belarus”
11 Byalynitskaga-Biruli Street, Mogilyov BY-212030, Republic of Belarus
Summary
A crucially new casting process and equipment employed to realize
it provide for obtaining coreless hollow-bore cylinder work pieces exhibiting
the output rate of 100-240 castings/h. The technology ensures improved
mechanical and performance properties of casting material.
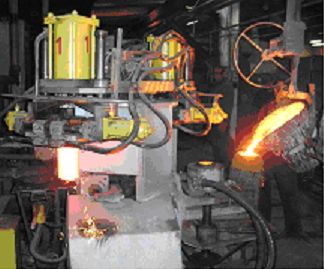
Fig. 1 – The process plant for cycle-continuous casting.
Description
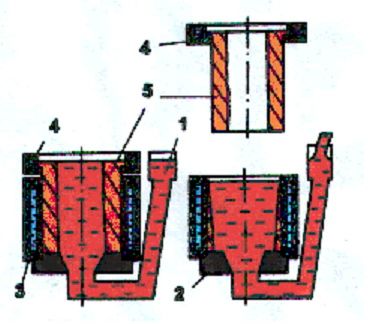
Fig. 2 - cycle-continuous dip-forming process: 1 - metal duct; 2 - connection nozzle; 3 - fixed molding unit; 4 - movable molding unit; 5 - casting
The developed method is based on the principle of ensuring proper conditions
for directional solidification. Its essence is as shown on Figure 2. Liquid
metal is fed through a bottom gate and a connection nozzle into a water-cooled
mold consisting of a fixed and a movable section. Feeding continues till the
appropriate casting height is reached. Then metal feeding is suspended to
provide for molding a work piece wall of appropriate thickness. After skin
making up the casting body solidifies it is drawn up from the fixed mold and
metal bath with the help of gripping tools. Simultaneously, a new portion of
liquid metal equal to the volume of the previous casting is fed into the mold.
The cycle is reproduced. Thus, the casting process is effected in a
cycle-continuous mode. The molding procedure is accompanied by intensive radial
heat removal and abundant feeding of the solidification front with liquid phase
over the entire solidification period. This eliminates shrinkage and gas
porosity, presence of non-metallic and cinder inclusions in the casting body
and ensures a high-dispersion structure, improved density and hardness of
work-pieces. Absence of any core provides for free shrink-off both during
casting solidification period and its subsequent cooling following extraction
from the molding form, which helps to avoid pull cracks and microfissures. The
technology allows due control of the cooling process to obtain required
structure.
Technology type
Technical advantages and economic benefits
The developed technology helps save resources and energy since heat treatment employs only primary casting heat without any external power sources. Besides, it provides for a more effective use of waste materials resulting from casting process and mechanical treatment.
Technology differentiation and uniqueness
The technology ensures crucially new conditions for hollow-bore work pieces molding which presupposes directional solidification accompanied by intensive one-side radial heat removal and constant overheating of the metal bath at the solidification front.
Context in which technology was identified
the XIIIth International Congress and Exhibition "HIGH TECHNOLOGIES, INNNOVATIONS, INVESTMENTS"; Saint-Petersburg, March 11-14, 2008; the VIIIth Moscow International Salon of Innovations and Investments, Moscow, All-Russia Exhibition Centre, March 3-6, 2008; the 11th International Symposium "Technologies, Equipment, Quality", Minsk, May 13-16, 2008.
Technological keywords
Directional solidification, freezing-out, one-side heat removal, mold.
Development Stage
Intellectual property rights
Range of applications
Foundry operation - manufacturing work pieces for high-duty parts used in manufacturing engineering, metallurgy, automobile and tractor industry, construction and etc.
Classifier Used at the EU Innovation Relay Centres
Preferable Regions
Practical experience
The technology is implemented to produce high-duty application parts of grey, high-strength and white cast iron having improved performance properties and operational resources: cylinder liners, piston and sealing rings, valve seats, punch stamps for pressers manufacturing cellular lime brick, braking cable machine disks for wire cable production, multi-purpose bushuings.
Environmental impact
None.
Type of collaboration sought
Terms and restrictions
Transfer of information to third parties without previous agreement is not allowable.
Available technical assistance